欢迎来到 鞍钢亚盛特种材料有限责任公司-不锈钢复合板- 金属复合板- 不锈钢模板 -不锈钢碳钢复合板 -复合板模台板- 镀锌锅 -轧制复合板- 供水管道 官方网站!

咨询电话
0412-6615005


1.焊接前焊条在烘干箱内350 C条件下烘干2h,然后保温。焊接时应使用保温简装焊条,随用随取。
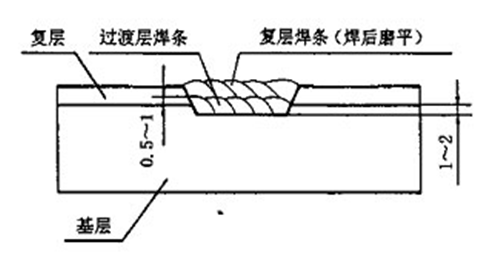
2.在过渡层焊接前及过渡层焊接中,应用角磨机将焊缝周围药皮清理干净,露出金属光泽,这样可以有效地防止氢熔入焊缝,从而防止冷裂纹的产生。
3.过渡层和覆层采用焊条电弧焊。焊接覆层时严禁采用埋弧自动焊因为它具有很大的熔深,会使过多的基层材料熔入焊缝,焊后易产生大量的焊后冷裂纹,并对焊接接头的抗腐蚀性产生影响。
4.过渡层焊接选用多人分段对称焊接,从而减少应力的产生。
5.采用短弧操作,收弧时应注意填满弧坑,否则易出现裂纹。
6.严禁用打磨过基层的砂轮片打磨覆层焊缝,焊接覆层面焊缝时,应在修补区起100ram范围内涂刷白垩粉,对覆层表面加以保护,防止焊接时飞溅物污染覆层。

7.焊接过程中严禁电弧烧灼覆层表面,严禁用基层焊条焊接覆层。
8.在堆焊过程中应选用小直径焊条,采用小热输入、反极性、快速多道焊接,焊条不允许做横向摆动,这样可以避免基层金属对过渡层的稀释,减少马氏体组织的形成,防止产生裂纹。
9.覆层焊接前,必须将过渡层焊缝表面和坡口边缘清理干净,严禁采用埋弧自动焊,因为它具有很大的熔深,会使过多的基层材料熔入焊缝,焊后易产生大量的焊后冷裂纹,而且会对焊接接头的抗腐蚀性产生影响。




(扫一扫—公众号)
地址:辽宁省鞍山市立山区工业园区
邮编:114031
电话:0412-6615005
电话:0412-6613300
手机:18641260626
手机:13941275344
邮箱:agysbxg@126.com

